Premium Material: High‑speed steel taps are with high hardness and wear resistance. Uncoated taps have only a basic substrate without any additional coatings, and fit a wide range of applications.
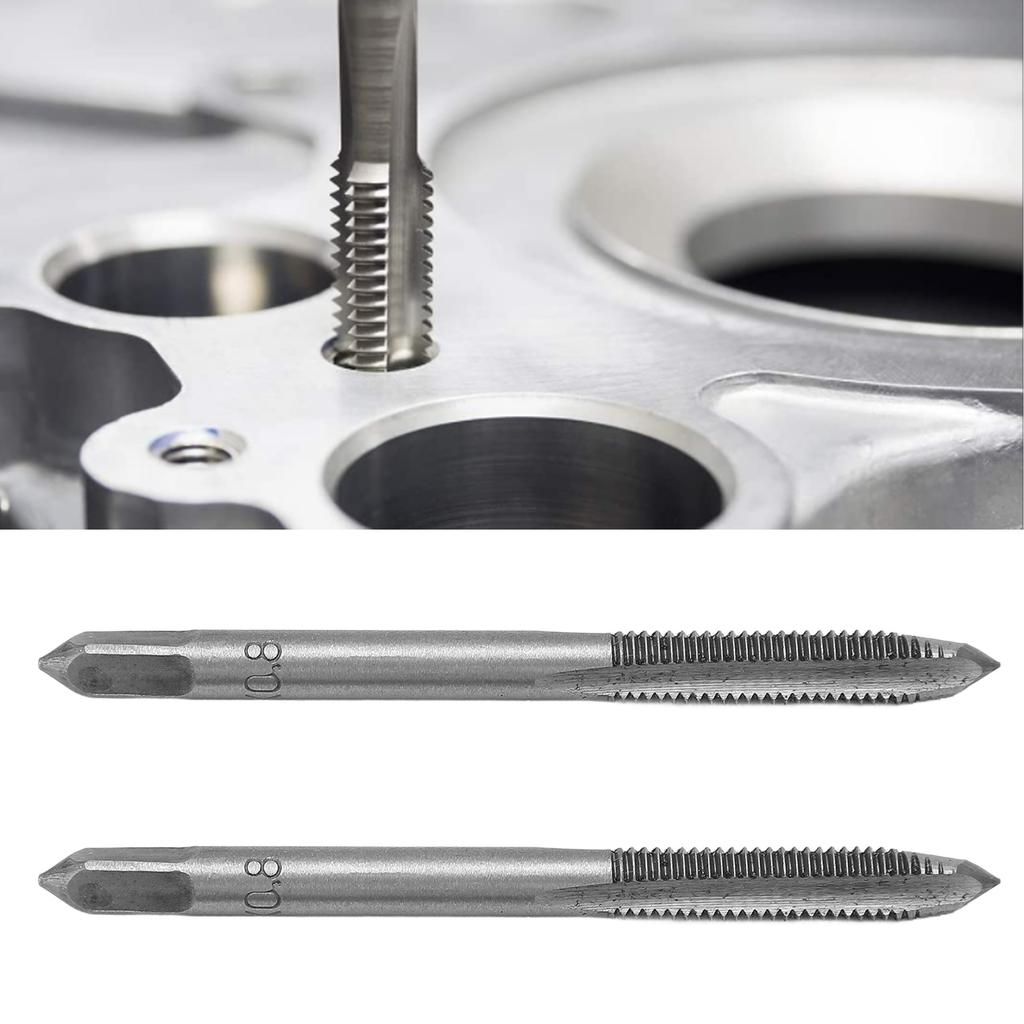
Function: There are a total of two taps to facilitate the alignment of the tap and the tapping hole to that the tap and the hole are perpendicular to each other and tapping ly. It also has a ing effect on the thread (removes burrs).
Standard Thread: Standard thread design, clear and tidy, provide chip removal for efficient threading. Can make new threads or re‑thread damaged or jammed threads.
Item Type: Hand Thread Tap
System:
Number Of Threads: 3
Thread Tolerance Grade: 0.014
Through HoleCelsiusBlind Hole: Through Hole
Material: High speed steel
Tap : Straight
Thread : Standard thread
Application: Suitable for thick steel, rubber, aluminum, copper, and wood.
How to use:
1. There are 2 in a set, and it can also be divided into first tap and second tap.
2. The function of the first tap: The front part of the first tap has a taper, which is and has no thread (very shallow), so that it is convenient for the tap to align with the tapping hole to that the tap is perpendicular to the hole and tapping ly.
3. The function of the second tap: In addition to processing the margin of the first tap to meet the standard, it also plays a role in trimming the thread (removing burrs). For blind hole threads, they can be tapped to the bottom It can be simply said that the first tap is rough machining, and the second tap is fine machining.
4. Generally, the side of the workpiece that needs to be tapped should be placed in a horizontal or vertical position. In this way, when tapping the thread, it is easier to judge and maintain the direction of the tap perpendicular to the base of the workpiece thread.
5. When starting to tap the thread, try to position the tap as much as possible, then press the of the tap with one hand, and gently rotate the hinge with the other hand. When the tap rotates 1‑2 turns, observe from the front or side whether the tap is perpendicular to the thread base of the workpiece. If necessary, use a to correct it. Generally, after tapping 3‑4 turns of the thread, the direction of the tap is basically determined. If you start tapping the thread incorrectly, you can unscrew the tap, correct it with the second taper, and then tap the thread with the first taper. When the cutting part of the tap enters the workpiece, no force is required, and the thread is naturally screwed in. Can.
6. When tapping the thread, each time the hinge screw is rotated, the screw ment of the tap should not be too much. Generally, it is advisable to 1Celsius2-1 rotation each time, and the screwing of the tap below M5 shall not exceed 1Celsius2 rotation at a time; When tapping fine threads or threads with higher requirements, the feed amount should be appropriately reduced each time; the speed of tapping cast iron can be appropriately than that of tapping steel. After each screwing, the reversal is about The stroke of screwing is 1Celsius2 of the stroke; when tapping a deeper thread, the stroke of the rotation is larger, and it needs to be reciprocated several times to break the chips, which is conducive to chip removal, and reduces the of chip sticking on the cutting to maintain cutting ; At the same time, the cutting fluid can ly enter the cutting part, which plays a role of cooling and lubrication.
7. When rotating the hinge lever, the operator s two hands must be balanced. Do not use too much force and shake left a



































 No-delivery refund
No-delivery refund


















