Thread Size: M2 x 0.4 (Right-Handed)
Outer Diameter: 12mm / 0.47"
Thickness: 3mm / 0.12"
Accuracy Class: 6g
Material: 9SiCr Alloy Tool Steel
Package Contents: 2 Round Dies
Description: Metric thread cutting dies are made of 9SiCr alloy tool steel, which has excellent hardness, high torque, good durability and wear resistance, and long-lasting performance.
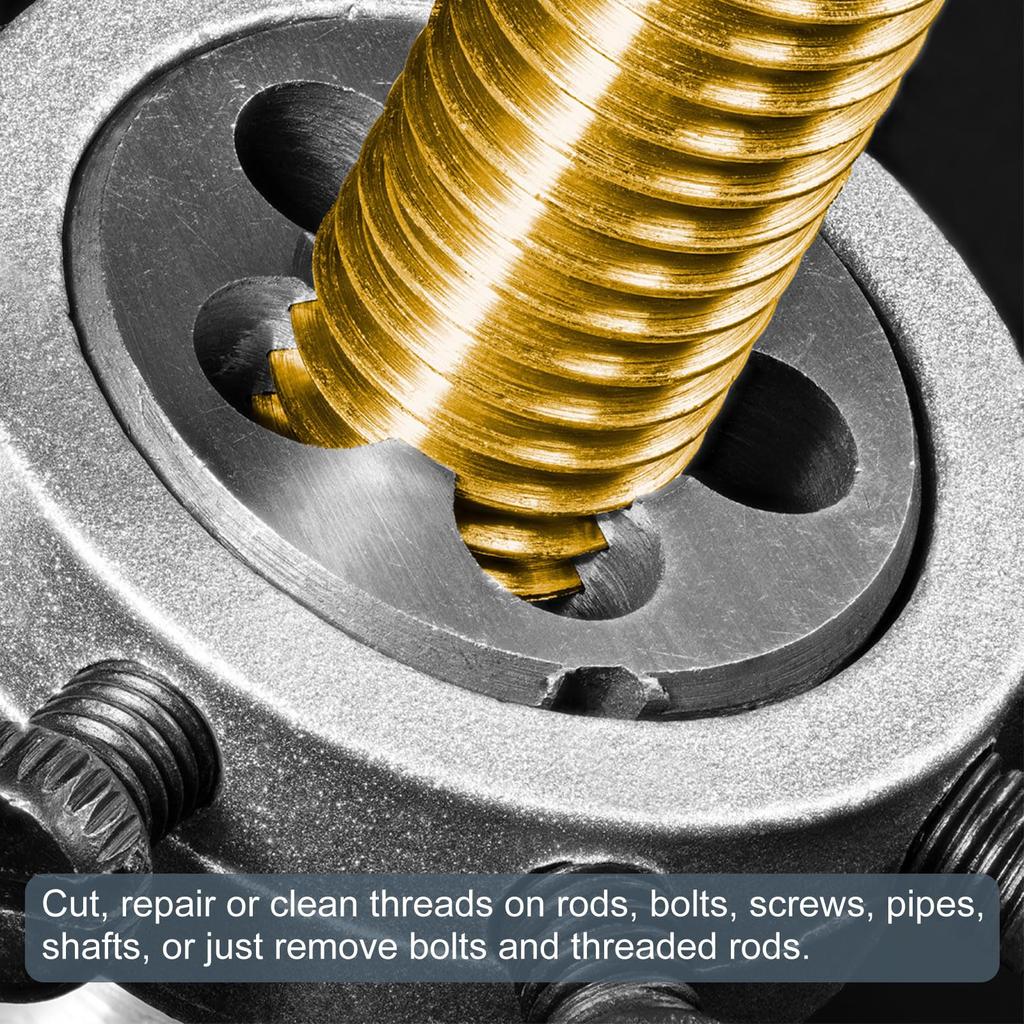
The round dies are used for machining, correcting, and cleaning external threads. They are suitable for general thread machining on stainless steel, aluminum alloys, cast iron, copper, iron, aluminum, and plastic. They are ideal for maintenance and repair work on pipes, boards, and machinery.
The conical locking hole provides strong locking force and will not loosen. They are suitable for re-cutting existing threads in hard materials such as metals, and for creating new threads in soft materials such as plastics. The surface is oil-lubricated to prevent rust, and the threads are clear and easy to repair.
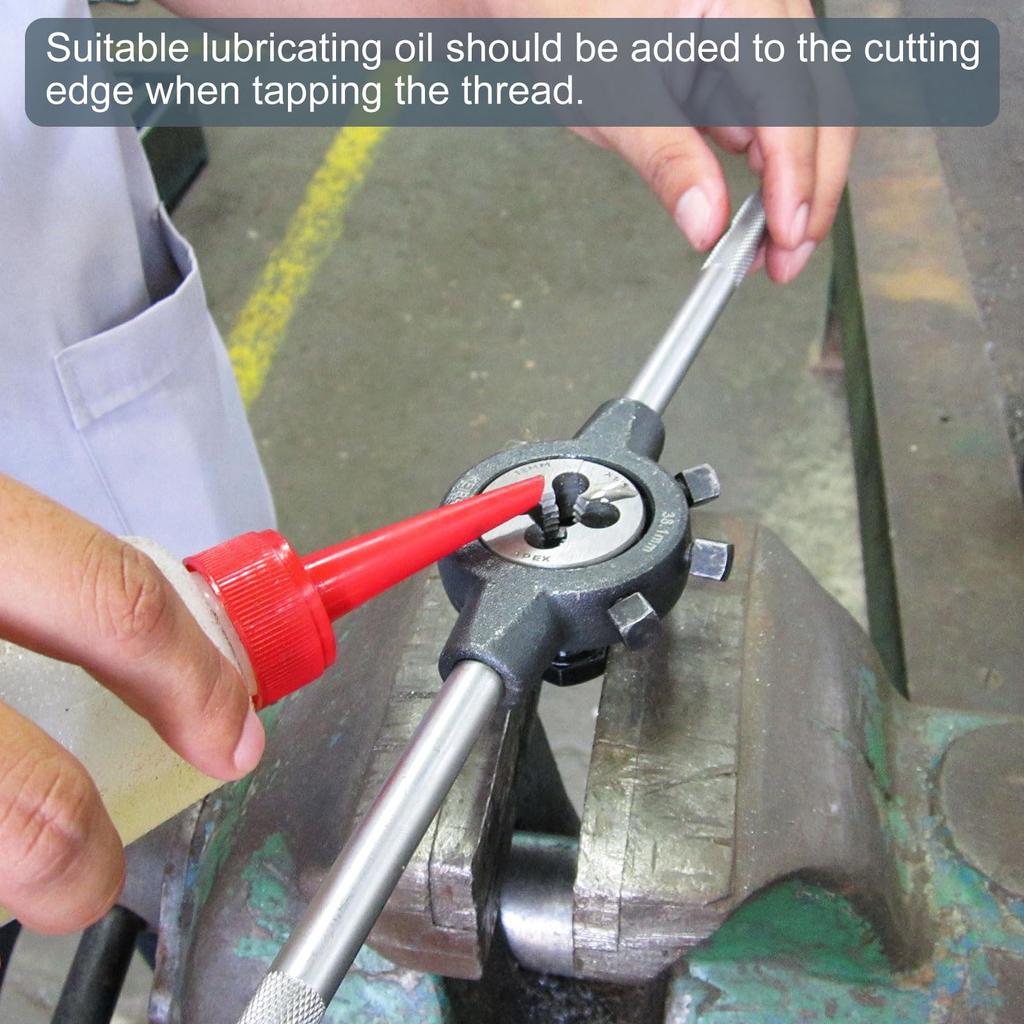
Round threading dies are used with die stock (or die handle or die wrench). The die's locating groove must be aligned with the wrench's central tightening screw, and the screw is inserted into the die groove and tightened. The rotation should be reversed every 1/4 to 1/2 turn to facilitate chip ejection from the chip hole.
When tapping threads, appropriate lubricant should be added to the cutting edge. The end of the bar stock is chamfered at 1*45 degrees; excessive chamfering will prevent cutting. The bar diameter should be smaller (approximately 0.05mm-0.15mm) than the nominal diameter of the required thread. An excessive diameter will make cutting difficult and may damage the die teeth.
Round threading dies: Thread size: M2 x 0.4 (right-hand); Outer diameter: 12mm/0.47"; Thickness: 3mm/0.12"; Precision class: 6g. Made of 9SiCr alloy tool steel, it offers excellent hardness, high torque, good durability and wear resistance, and long-lasting performance.
Wide Range of Applications: Round dies are used for machining, repairing, and cleaning external threads. They are suitable for general thread machining on stainless steel, aluminum alloys, cast iron, copper, iron, aluminum, and plastics. They are ideal for maintenance and repair work on pipes, boards, and machinery.
Features: The conical locking hole provides strong locking force and prevents loosening. They are suitable for re-cutting existing threads on hard materials such as metals, and for creating new threads on soft materials such as plastics. The surface is oil-lubricated, making the threads clear and easy to repair.
Easy to Use: Thread cutting dies are used with a die stock (or die handle or die wrench). The die's positioning groove must be aligned with the central tightening screw on the wrench, and the screw is inserted into the die groove and tightened. To facilitate chip ejection from the chip hole, the die should be rotated backwards every 1/4 to 1/2 turn. Note: When tapping threads, proper lubrication is required on the cutting edge. The end of the bar stock is chamfered at 1*45 degrees; if the chamfer is too large, cutting will not be possible. The diameter of the bar should be smaller than the nominal diameter of the required thread (approximately 0.05mm-0.15mm). An excessive diameter will make cutting difficult and may damage the die teeth.













 No-delivery refund
No-delivery refund


![[AO&S] Dedicated Die W3/8 (Set of 2) for Repairing and Deburring Threads After Thread Cutter](https://img.joomcdn.net/676a81150c1f4a883a6e1caa366e5faa6ef3aa5e_100_100.jpeg)

















